Способы контроля печати
- Приводку печати на обороте проверяют визуально на просвет.
- Прямые линии на отпечатке на участках корешков и головок проверяют при помощи проверочной линейки длиной 1100 мм, шириной 40—50 мм, толщиной 3 мм.
- Прямые углы между линиями корешков и головок измеряют проверочным угольником с длиной сторон 400 и 500 мм, шириной 40 мм, толщиной 3 мм,
- Величину переднего и бокового полей, величину расхождения приводки на обороте, а также величину корешка, головки, разреза и средника измеряют штангенциркулем или масштабной линейкой с точностью до 0,1 мм.
- Толщину декеля и применяемых технических материалов проверяют микрометром или специальным толщиномером типа ТИД-1 под нагрузкой.
- Качество пропечатки изобразительных элементов: литер, точек и т. д. проверяют при помощи лупы с трех-пятикратным увеличением.
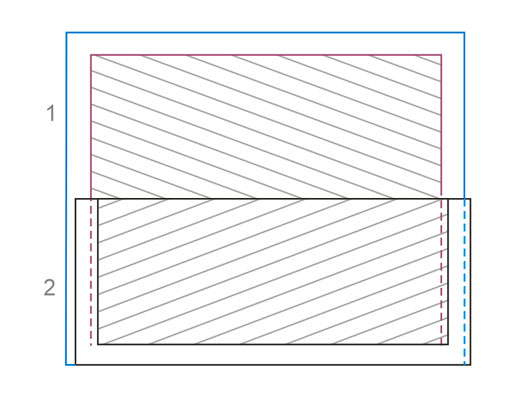
- Соответствие количества краски на оттисках необходимому количеству краски проверяют на глаз сравнительным методом: на стол кладут оттиск, эталон складывают по полосе текста пополам, прикладывают сложенную полосу эталона к середине полосы оттиска и сравнивают. На рисунке схематически показан метод контроля интенсивности и количества краски на оттиске по сравнению с утвержденным эталоном.
On-line консультации!
На любые Ваши вопросы ответит наш квалифицированный персонал:
![ИРИНА КАПАНЕН]()
ИРИНА КАПАНЕН
Старший оператор
![АЛЕНА ТИТОВА]()
АЛЕНА ТИТОВА
Оператор №2
![ДИНА ДЖАНДАРОВА]()
ДИНА ДЖАНДАРОВА
Оператор №6
![АНАСТАСИЯ АВРАМЕНКО]()
АНАСТАСИЯ АВРАМЕНКО
Оператор №5
![ДАНА ОРЛОВА]()
ДАНА ОРЛОВА
Оператор №3
![ЕКАТЕРИНА ПЕТРОВА]()
ЕКАТЕРИНА ПЕТРОВА
Оператор №9
Форма обратной связи. Генерируется автоматически